01-Apr-2021

Industrial RO plant is a revolutionary technology proved to be a boon for industrialists, housing societies, hostels & restaurants and hospitals by providing clean and purified water which can be used for production as well as consumption purposes. They are highly recommended as they efficiently remove up to 99% of dissolved solids, contaminants or impurities from the water making it safe, pure, and clean.
What is RO Plant?
An Industrial RO (Reverse Osmosis) system is a manufacturing plant which purifies contaminated water through the process of reverse osmosis. The Industrial RO Water plant requires a variety of pre-treatment methods such as softening, dechlorination as well as antiscalant treatment. After the pre-treatment process, a high level of pressure is used to send water through a semipermeable membrane which retains all the contaminants from the water and passes pure water through. Depending upon the concentration of salts and contaminants in the water, energy levels are determined.
On average, an industrial Reverse Osmosis plant needs 6 kilowatt-hours of electricity to purify 1 cubic metre of water.
Click to know more about Pearl's RO filter, Rota meter and TDS meter.
Why do we need an RO Water Plant?
RO system helps to purify the contaminated water which can be used for a variety of purposes such as:
What is Reverse Osmosis process?
Reverse Osmosis (RO) is an effective process where you desalinize as well as remove all the impurities by putting it under pressure through a semipermeable membrane which purifies the water.
To thoroughly understand the reverse osmosis process, let first understand the osmosis process:
Osmosis is a natural process where a liquid, such as water, passes through a semipermeable membrane which allows some molecules such as water to pass through, but other molecules such as salts and organic matter are unable to easily pass through the membrane structure.
The flow of liquids through a membrane occurs naturally to even out the salt concentration between the two solutions. Liquid flows from the low concentrated solution, such as freshwater, to a high concentrated solution, such as seawater. When the direction of liquid flow is reversed, it is called reverse osmosis. This process of reverse osmosis is embedded in the Industrial RO plant.
By pressurizing the high concentrated solution, such as seawater, we are able to force water molecules in the reverse direction from the salty seawater side through the semipermeable membrane to the freshwater side.
A semipermeable membrane is often made of cellulose acetate, polymethacrylate and polyamides. We call it a semi-permeable membrane because it allows only the solvent or the water but does not allow the ions, minerals or the colloidal matter present in the water.
Let us understand the process of the RO System.
In the RO Water plant, there are two compartments; one which contains high concentration water (for e.g. seawater) and the other compartment contains low concentration water (pure water). Both the compartments are separated by the semi-permeable membrane.
When we apply a high level of pressure on the high concentration water compartment, the water moves into the low concentration compartment through the semipermeable membrane. The water we collect out is called reverse osmosis water.
How does RO Plant work?
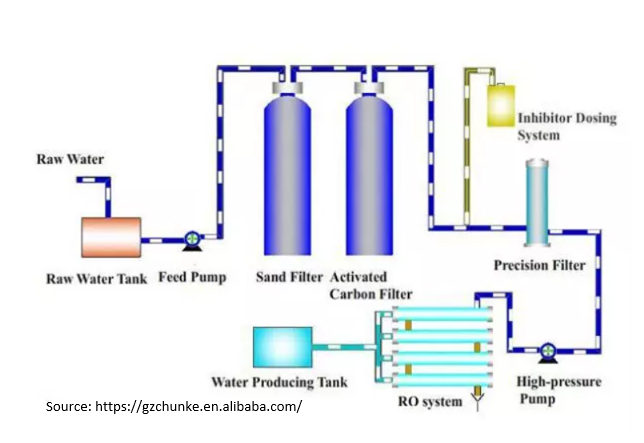
An Industrial RO plant contains the following parts:
RO Plant working cycle:
Step 1: Water is fed to the raw water pump into the sand filter, which removes suspended solids from water.
Step 2: The water then flows to the activated carbon filter for dichlorination.
Step 3: Water is further passed to a micron cartridge filter for fine filtration.
Step 4: Water is then pumped by a high-pressure pump into the RO membranes.
Step 5: Pure water passes through the membranes, while most dissolved solids do not pass through the membrane.
Step 6: The pure water then passes through the RO product line, and the contaminated water passes through the reject line or recycle line.
The pure water is also called as permeate or product. It is used for various processes or can be stored in a storage tank to be used later.
The control panel box is used to monitor water quality and facilitate operational functions.
The dosing pump prevents the RO membrane from scaling.
Instruments like pressure gauges flow meters conductivity sensors and level switches are provided for proper monitoring of the plant performance.
A CIP system is provided for easy maintenance of membranes.
Industrial RO plant manufacturers usually have various types of RO plants which you can choose as per the suitability.
What are the advantages of Industrial Ro Plant?
Industrial RO Plant is in high demand because of the following benefits it provides:
Types Of Industrial RO System
1. 100 LPH Industrial RO Plant
100 LPH RO Plant is suitable for small schools, hodpitals and institutes, small offices, hotels, etc. It is a heavy-duty system capable to operate for up to 10 hours and has a water recovery rate of 60%.
2. 150 LPH RO System
150 LPH RO plant filter 150 Liter impure water per hour. It is highly efficient and does not require general maintenance. It is energy-efficient and consumes less electricity.
3. 200 LPH RO Plant
200 LPH RO Ssytem suitable for meduim size building, complex, Schools etc. It cter the need of 400-500 people at once. It is easy to operate and maintain.
4. 250 LPH RO Plant
200 LPH RO system clean 250 liter contaminated water. It has low water Rejection Site.t is easy to operate with no manual work required.
5. 350 LPH RO Plant
Our 350 LPH RO Plant is suitable for hospitals, food processing units, hotels, etc. It is a heavy-duty system capable to operate non-stop for up to 10 hours and has a water recovery rate of 70%. I
6. Fully Automatic 500 LPH RO Plant
It can efficiently perform for the water requirement of 800 to 1000 people every day. It is trusted for its operational work and excellent capacity of 500 liters per hour with 6 filtration stages.
Conclusion
Industrial RO Water Plant is an effective and latest technology manufacturing plant for purifying contaminated water that is suitable for many industrial purposes that require desalinated water. Proper monitoring and maintenance of the plant is important to prevent costly repairs and uncertain maintenance and provide many years of high purity water. If you are looking for an Industrial RO plant, contact an industrial plant manufacturer to know further details.


{kind=link}
Leave A Comment